خط إنتاج جدائل فولاذية للخرسانة مسبقة الإجهادPC Strand Production Line (Prestressed Concrete Steel Strand Machine)

تم تصميم خط إنتاج حبال الفولاذ للخرسانة عالي الشد للإنتاج المستمر للحبال الفولاذية ذات البنية 1×7 المستخدمة في الخرسانة سابقة الإجهاد. ويتميز هذا الخط بقدرته على إنتاج حبال عالية المقاومة ومنخفضة الاسترخاء من خلال دمج عمليات التجديل والمعالجة الحرارية والتبريد والتحكم بالشد واللف النهائي ضمن نظام إنتاج متكامل.
يستطيع هذا الخط إنتاج حبال الفولاذ المستخدمة كعناصر تسليح رئيسية بأقطار تتراوح من 9.35 مم إلى 21.6 مم. وبفضل المعالجة التثبيتية عالية الاستقرار يمكن للمنتج النهائي تلبية أكثر المواصفات العالمية صرامة ومتطلبات الجودة المعتمدة.
تُستخدم الحبال الفولاذية النهائية ذات البنية 1×7 بشكل واسع في تصنيع العناصر الخرسانية مسبقة الصب والأعمدة الخرسانية والمنشآت الخرسانية المختلفة المستخدمة في مشاريع البناء والبنية التحتية.
-
- المادة الخام أسلاك فولاذية عالية الكربون غير مطلية
-
- البنية (1×7 ) ستة أسلاك خارجية وسلك مركزي واحد
-
- نطاق قطر الحبل الفولاذي 9.35–21.6 مم
-
- نطاق قطر الحبل المضغوط
12.7–21.6 مم
-
- المواصفات القياسية المرجعية
EN 10138-3، ASTM A416، BS 5896، JIS G3536




قضبان أسلاك فولاذية عالية الكربون → وحدة فك البكرات → التجديل → ضغط الحبل → الاستقامة → مرحلة الشد الأولى → المعالجة الحرارية بالحث متوسط التردد → التبريد بالماء → مرحلة الشد الثانية → تعويض الشد → اللف → اللف الطبقي والتغليف → حبال الفولاذ النهائية للخرسانة عالي الشد
-
 وحدة فك البكرات
وحدة فك البكراتتعتمد الوحدة على سبع بكرات تغذية مع هيكل مزدوج المركز وجهاز للحفاظ على شد ثابت أثناء الفك. كما تم تزويد الجانبين بعجلات تخميد مزدوجة للمساعدة في استقرار عملية التغذية.
-
 ماكينة التجديل
ماكينة التجديليتم توجيه سبعة أسلاك فولاذية عبر نظام توجيه خاص ثم يتم جدلها داخل وحدة دوارة لتشكيل بنية 1×7. كما يمكن ضبط خطوة التجديل إلكترونيًا لتناسب مختلف أحجام الإنتاج.
-
 ماكينة الاستقامة
ماكينة الاستقامةبعد التجديل يمر الحبل عبر قالب ضغط لزيادة تماسكه وكثافته ثم يدخل إلى وحدة استقامة مكونة من سبع بكرات لتحسين استقامة المنتج النهائي.
-
 ماكينة الشد
ماكينة الشدقبل المعالجة الحرارية يمر الحبل عبر وحدة شد أولية لتطبيق قوة شد محددة مسبقًا تساعد على تحسين الخصائص الميكانيكية للمنتج.
-
 فرن المعالجة الحرارية بالحث متوسط التردد
فرن المعالجة الحرارية بالحث متوسط الترددتتم المعالجة الحرارية داخل فرن رقمي بدرجات حرارة قابلة للضبط بين 370 و420 درجة مئوية. ويساعد هذا الإجراء على إزالة الإجهادات الداخلية وتحسين خصائص الاسترخاء المنخفض للحبل الفولاذي.
-
 حوض التبريد
حوض التبريديعتمد الخط على نظام رش متعدد النقاط لتوفير تبريد متجانس للحبل أثناء مروره. كما يتم تجفيف السطح بالهواء المضغوط عند المخرج لتقليل احتمالية الصدأ وتحسين جودة المنتج النهائي.
-
 ماكينة الشد الثانية
ماكينة الشد الثانيةبعد المعالجة الحرارية والتبريد يمر الحبل عبر وحدة شد ثانية تعمل بالتنسيق مع وحدة الشد الأولى للحفاظ على ثبات الأبعاد والخصائص الميكانيكية للمنتج النهائي.
-
 وحدة تعويض الشد
وحدة تعويض الشدتحافظ هذه الوحدة على استقرار الشد أثناء اللف النهائي من خلال نظام تحكم يعتمد على مستشعرات الإزاحة لضمان انتظام عملية اللف.
-
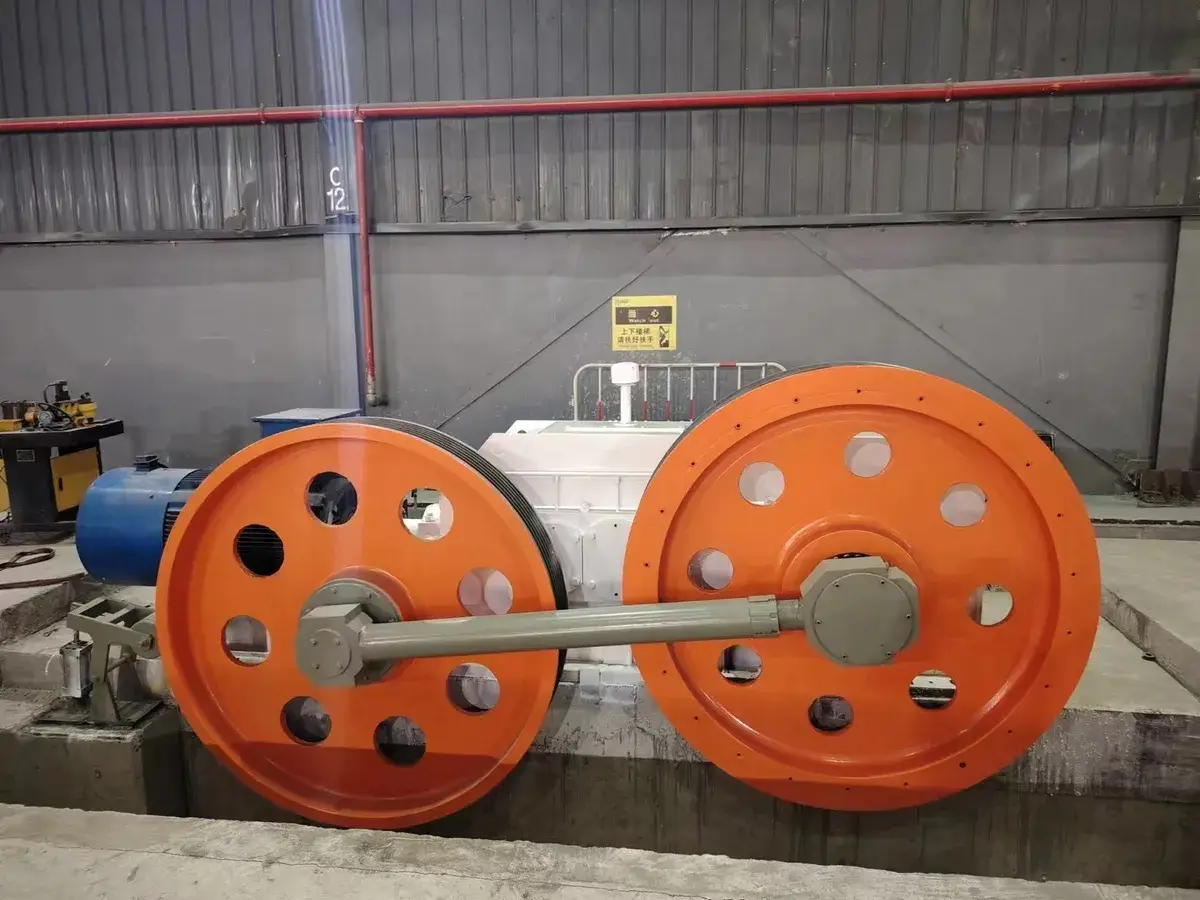
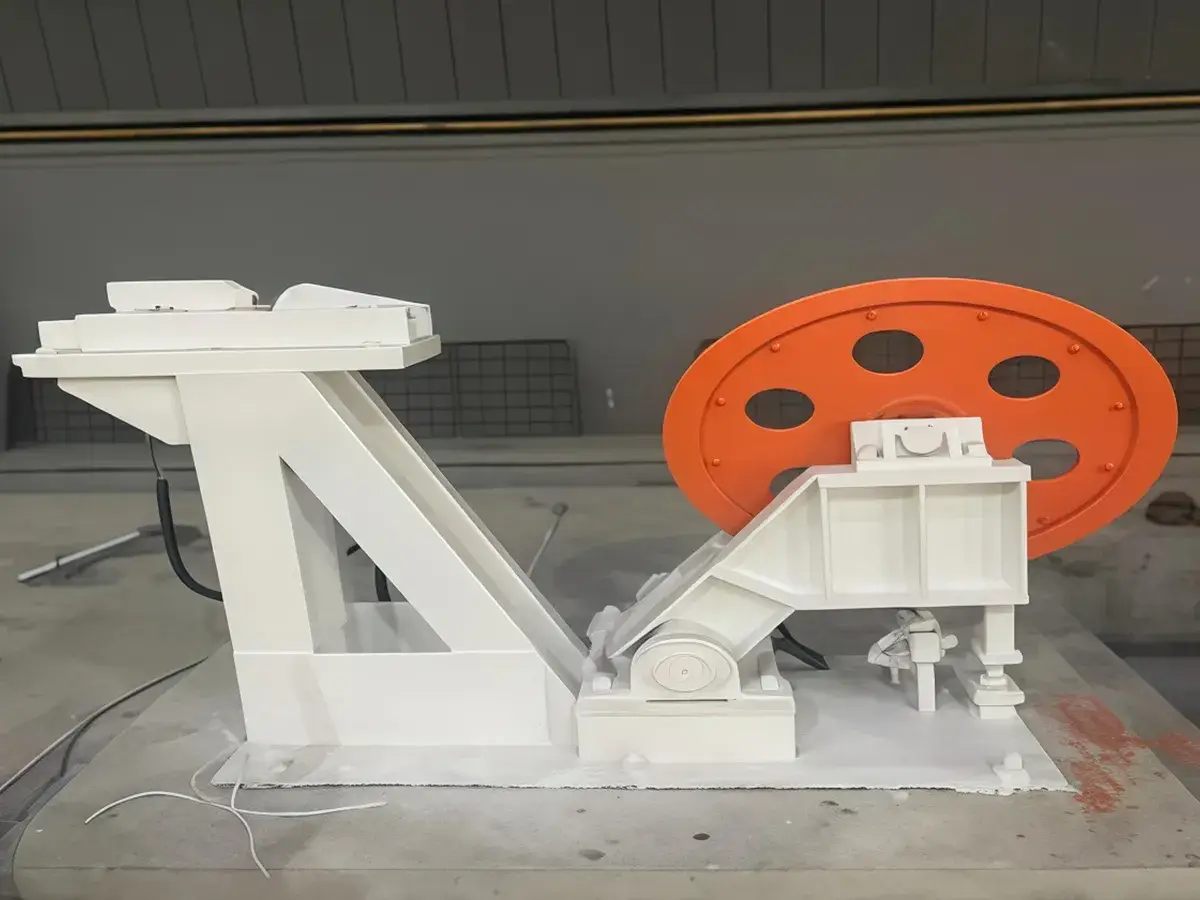
 وحدة اللف على بكرات كبيرة
وحدة اللف على بكرات كبيرةيتم لف الحبال الفولاذية النهائية على بكرات كبيرة بأبعاد 2400 × 1800 مم وبقدرة تحميل تصل إلى 28 طنًا مع نظام توجيه يضمن انتظام توزيع الحبل أثناء اللف.
-
 وحدة اللف الطبقي والتغليف
وحدة اللف الطبقي والتغليفتستخدم أنظمة هيدروليكية للرفع والتحريك والتفريغ والتغليف. وتتميز بقدرة عالية على ترتيب الحبال بشكل منتظم وسرعة تغليف تتجاوز 250 مترًا في الدقيقة مع إمكانية وصول وزن اللفة الواحدة إلى 4 أطنان.